Обеспечение длительного ресурса сальниковой набивки, минимизация непроизводительного расхода промывочной воды и повышение общего коэффициента надежности гидравлической системы требуют строгого соблюдения монтажного регламента. Персонал, обслуживающий насосные агрегаты и смесительное оборудование, часто сталкивается с преждевременным износом узлов: некорректной посадкой донных колец, критическими утечками среды и интенсивной выработкой защитной втулки вала.
Большинства указанных проблем можно избежать за счет прецизионной сборки и грамотного технического аудита.
Алгоритм прецизионного монтажа
После демонтажа отработанного уплотнительного материала и тщательной ревизии внутренней полости сальниковой камеры выполняется инструментальный замер диаметра вала (или защитной втулки) насоса, миксера либо мешалки.
Для подготовки уплотнительных элементов строго заданного размера необходимо использовать калиброванную оправку, чей наружный диаметр идентичен диаметру вала агрегата. В качестве базы для оправки подходят технологические патрубки, металлические или деревянные стержни, а также изношенные втулки, доведенные до требуемого радиального размера с помощью подмоточных лент.

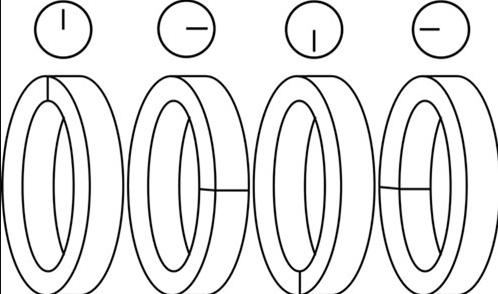
Нарезку элементов производят под углом 45° (диагональный стык), ориентируясь на положение первого реза, либо под прямым углом (90°) к оси набивки.
Стандартная компоновка сальникового узла центробежного гидрооборудования включает в себя пять уплотнительных колец и одно распределительное (проставочное) кольцо шайбы гидрозатвора. Качественная, последовательная посадка каждого элемента минимизирует риски скрытых протечек и снижает частоту внеплановых остановов оборудования.
Для позиционирования колец категорически запрещено применять случайные предметы или шлицевые отвертки, способные повредить структуру набивки. Следует использовать специализированный прецизионный инструмент (смещаемые монтажные втулки и оправки).

Для глубокой и плотной посадки задействуют комплект удлиненных и укороченных экстракторов/толкателей. Стыковые соединения смежных колец в обязательном порядке смещают на угол 90° относительно друг друга по часовой стрелке, последовательно ориентируя их на условные отметки «12 часов», «3 часа», «6 часов» и «9 часов».
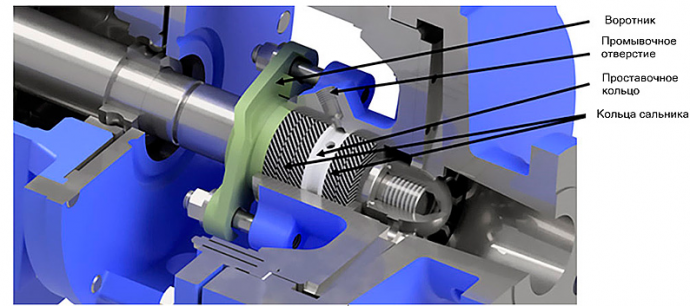
Крайне важно отследить соосность проставочного кольца гидрозатвора с радиальным каналом подачи промывочной жидкости в корпусе. Корректность центровки проверяется механически через штуцерное отверстие с помощью тонкого щупа. После укладки финального (пятого) кольца монтируется букса (воротник) сальника. Первичную затяжку гаек производят с контролируемым усилием на уровне 35–40 Нм ($25-30 ft\cdot lbs$). Затем крепеж полностью ослабляют и выдерживают паузу в 30–45 секунд для релаксации напряжений и свободного распрямления материала.
На финише гайки затягивают исключительно вручную, после чего доворачивают ключом ровно на одну грань. После пуска оборудования выполняют финишную регулировку: расчетная величина технологической утечки должна стабилизироваться в пределах 10–12 капель в минуту на каждый дюйм диаметра вала.
Механическое отклонение вала
Присутствие радиального или осевого биения неизбежно вызывает деформацию и ускоренную деструкцию плетеной структуры набивки. Динамическое отклонение вала представляет собой его упругий прогиб, возникающий из-за неравномерного распределения радиальных сил и гидродинамических давлений, генерируемых рабочим колесом на различных участках волюты.
В смесительном оборудовании и тяжелых мешалках данный дефект провоцируется ударными нагрузками при залповом сбросе сухого или вязкого сырья в чашу. В насосах к прогибу ведут дисбаланс ротора или некорректная центровка полумуфт. Результатом становится лавинообразный износ уплотнения и перерасход затворной воды. Снизить влияние фактора несоосности позволяет интеграция стабилизирующей опорно-направляющей втулки.
Влияние параметров техпроцесса на стабильность гидрозатвора
Любые флуктуации физико-химических свойств перекачиваемого продукта или флуктуации расхода мгновенно отражаются на состоянии узла. Непрерывная подача чистой промывочной жидкости необходима для охлаждения зоны трения и вымывания твердых частиц. Основой стабильности является строгое соблюдение баланса давлений в камере и на подводящей технологической линии.
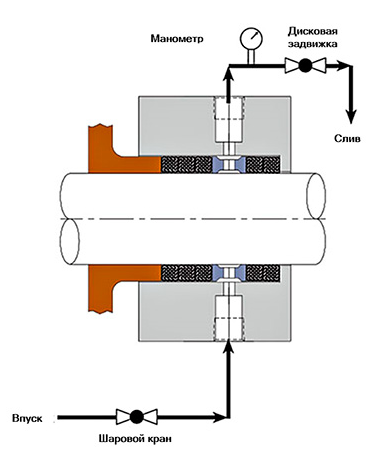
Если на напорном трубопроводе системы задвижкой ограничивают выход продукта, это влечет за собой скачок давления в сальниковой камере, из-за чего абразивная рабочая среда прорывается внутрь набивки. Следовательно, подпор со стороны системы промывки должен гарантированно перекрывать любые пиковые давления внутри насоса.
Как показано на схеме, входящая линия снабжается запорным шаровым краном, контролирующим общую подачу среды. На выходе из сальниковой камеры монтируются контрольный манометр, регулировочный игольчатый клапан и дисковый затвор. Шаровой кран отвечает за поддержание стабильного объемного расхода, а выходная пара «игольчатый клапан – задвижка» позволяет точно откалибровать внутреннее избыточное давление, гарантируя жесткость гидравлического затвора.
Регламент технического обслуживания
Для сохранения проектного ресурса узла организуется постоянный мониторинг состояния дренажа. Экспресс-оценка температурного режима выходящей воды может осуществляться органолептически. При обнаружении явного перегрева необходимо пропорционально увеличить расход затворной среды через регулирующую арматуру до стабилизации температурного фона.
При падении плотности уплотнения и превышении лимита утечки (более 12 капель в минуту на дюйм вала) осуществляют подтяжку буксы. Коррекцию усилия выполняют плавно и пошагово, не допуская заклинивания и пережатия набивки. Если при достижении предельного упора буксы течь не стабилизируется, это свидетельствует о полной потере эластичности уплотнения, что требует остановки агрегата и перезарядки всех колец.